

- 집
- >
- 제품
- >
- 핫밀 기계의 중간 롤러 베어링 초크
- >



핫밀 기계의 중간 롤러 베어링 초크
GW 정밀 중간 롤 베어링 초크 장점:
고정밀 지능형 CNC 제조 장비, 하이테크 직원, 성숙한 처리 시스템, 엄격한 품질 검사 과정, 우수한 생산 관리 과정은 고품질 제품의 보장입니다.
중간 롤 베어링 초크 제품의 품질을 더욱 확실하게 보장하기 위해 회사는 정기적인 크기 검사 외에도 고정밀 모바일 브리지형 3위치 표준 측정기를 구입하여 검출 정확도가 최대 2마이크론 수준까지 향상되어 다양한 부품의 크기 및 동작 허용 오차 검사에 대한 절대적인 검사 기준을 확보했습니다.
- Guangwei Precision
- 중국 뤄양
- 계약 조건
- 스틸 스풀의 연간 생산 용량은 4000개입니다.
- 정보
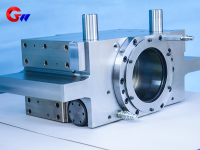
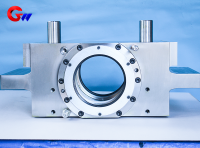
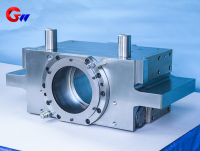
핫밀 기계의 중간 롤러 베어링 초크
열간 압연기의 중간 롤 베어링 초크는 열간 압연 생산 라인의 핵심 구성품으로, 주로 중간 롤을 지지하고 고정하는 데 사용되며, 거대한 압연력, 충격력 및 고온 환경을 견뎌냅니다.
응용 시나리오중간 롤러 베어링 시트열간 압연기에서
작업 환경
고온: 열간 압연 공정 중 압연기의 온도는 800℃ 이상에 도달할 수 있으며, 베어링 시트는 복사열과 전도열을 견뎌야 합니다.
높은 하중: 롤링 힘(최대 수천 톤)과 잦은 충격 하중을 견딜 수 있습니다.
먼지가 많고 습기가 많은 곳: 압연 냉각수와 산화철 스케일이 침투하기 쉽기 때문에 높은 밀봉성과 내식성이 요구됩니다.
기능적 요구 사항
정확한 위치 지정: 압연기 롤의 평행도와 압연 정확도를 보장합니다.
내마모성과 내피로성이 뛰어나 서비스 수명이 연장되고 가동 중지 시간이 줄어듭니다.
윤활 보증: 마찰과 마모를 줄이려면 고압 윤활 시스템(오일 공기 윤활 등)이 필요합니다.
열간 압연기에서 중간 롤러 베어링 시트의 열처리 공정
열처리는 기계적 성능을 개선하는 데 중요한 단계입니다.중간 롤러베어링 시트에는 일반적으로 다음 단계가 포함됩니다.
전처리(정규화 또는 어닐링)
단조품이나 주조품의 내부응력을 제거하고, 입자크기를 미세화하고, 후속 가공을 준비합니다.
담금질+템퍼링(담금질 및 템퍼링 처리)
담금질: 임계 온도(예: 850~900℃)까지 가열한 후 급냉(물 담금질 또는 오일 담금질)하여 경도가 높은 마르텐사이트 조직을 얻는 공정입니다.
템퍼링: 중온 템퍼링(400~600℃)을 사용하여 경도와 인성의 균형을 맞추고 취성 파괴를 방지합니다.
표면 강화(선택 사항)
유도 경화: 베어링 접촉 표면을 국부적으로 경화시켜 내마모성을 향상시킵니다.
침탄/질화: 고합금강에 적합하며 표면 경도와 피로 저항성을 향상시킵니다.
응력 제거 어닐링
정밀 가공 후 저온 어닐링(200~300℃)을 실시하여 가공 응력을 제거합니다.
GW 정밀 제조 모든 종류의 중간 롤 베어링 초크 및 기타 밀 정밀 부품.
GW 정밀도중간 롤러 베어링 시트 장점:
고정밀 지능형 CNC 제조 장비, 하이테크 직원, 성숙한 처리 시스템, 엄격한 품질 검사 과정, 우수한 생산 관리 과정은 고품질 제품의 보장입니다.





