

- 집
- >
- 제품
- >
- 열간 압연기 작동 측의 작업 롤 베어링 시트
- >



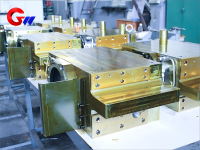


열간 압연기 작동 측의 작업 롤 베어링 시트
열간 압연기 작동 측 작업 롤 베어링 시트의 핵심 기능 및 작업 조건 요구 사항
핵심 기능
롤 위치 지정 및 지지: 열간 압연기 작업 롤의 반경 방향 하중(한쪽 1500-4000kN)과 축 방향 힘(반경 방향 힘의 ≤ 10%)을 지탱합니다.
빠른 롤 교체 인터페이스: 통합 유압 잠금 장치(압력 20-25MPa), 롤 교체 시간 ≤ 15분.
열변형 보상: 압연온도 300~600℃에서 축방향 열팽창 간격은 0.1~0.15mm/100℃로 유지됩니다.
- Guangwei Manufacturing Precision
- 허난, 뤄양
- 계약 조건
- 연간 생산 용량은 500개입니다.
- 정보
열간 압연기 작동 측의 작업 롤 베어링 시트
호환 모델
4단 열간 압연기: 스트립 폭 800-2200mm, 압연 속도 ≤ 12m/s.
가역식 조압연기: 압연력 변동 ± 25%, 충격 하중 빈도 ≥ 5회/분.

열간 압연기 작동측 작업 롤 베어링 시트의 재료 및 열처리에 대한 사양
작업롤베어링 시트 주요소재
주강 등급: ZG35CrNiMo(최적화된 조성)
요소 | C 0.32-0.38 | 크롬 0.8-1.2 | 1.0-1.5입니다 | 0.2-0.4|
성능 특성:
고온 항복 강도(σ ₀. ₂ ≥ 550MPa ~에 500℃);
저온 충격 에너지(-20℃ AKV ≥ 50J).
핵심 구성 소재
구성품 소재 열처리 표면처리
ZG35CrNiMo 담금질 및 템퍼링 베어링 시트 본체 + 응력 완화 쇼트피닝 강화(사2.5)
내마모성 라이닝 플레이트 42CrMo4 유도 담금질 경질 크롬 도금(30-50 μm)
밀봉부품 316L 스테인리스강 고용처리 전해연마
열처리 공정
담금질: 850 ± 10℃ × 4h(오일 냉각, 냉각 속도 ≥ 80℃/s);
템퍼링: 580 ± 10℃ × 6h (공랭, 경도 조절 헤비 280-320);
극저온 처리:- 80℃에서 2시간 동안 처리(치수 안정성 향상).
열간 압연기 작동측 작업롤 베어링 시트의 기계적 가공 및 조립 정확도
중요 치수 공차
프로젝트 허용 오차 테스트 방법
베어링 구멍 직경(Φ) H6 레벨(±0.015mm) 공압계+3좌표계
설치면 평탄도 ≤ 0.02mm/m 전자수평계
유압유 회로 교차 구멍 모따기 R0.5 ± 0.1mm 산업용 내시경
열간 압연기의 작업 롤 베어링 시트 조립 요구 사항
베어링 예압력: 원추 롤러 베어링의 축 예압은 0.05~0.08mm입니다(다이얼 게이지로 측정).
밀봉 간극: 반경방향 0.3-0.5mm(래버린스 씰), 축방향 1.0-1.2mm.

베어링 시트 생산 분야에서 당사가 보유한 이러한 강점은 국내 베어링 블록 제품 생산 분야에서 선도적인 위치를 차지하고 있으며, 업계 최고 수준의 생산 수주를 달성하고 있습니다. 당사 임직원은 향후 생산 및 가공 과정에서 동종 업계의 선진 경영 철학을 습득하여 고객에게 더 나은 서비스를 제공하고 고객과 함께 성장해 나갈 것입니다.
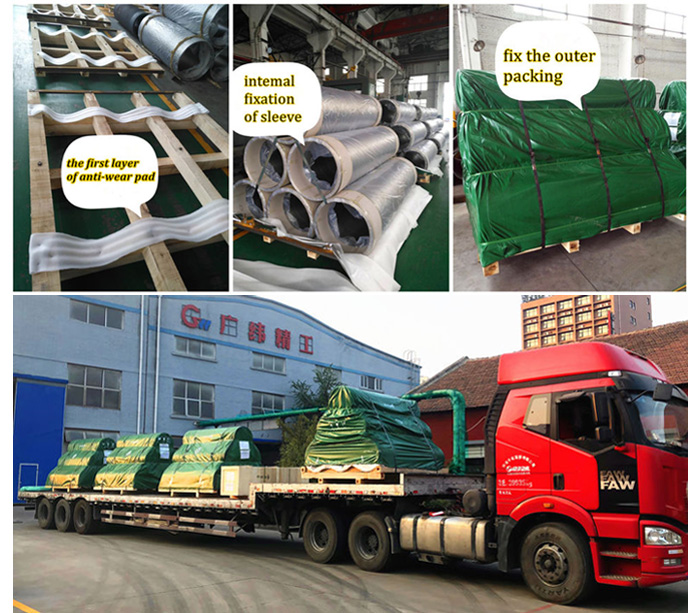
포장
연락하여 하루를 올바르게 시작하세요. 뤄양 광웨이 정밀 제조 기술 유한회사 어떤 것에 대해서든 열간 압연기 기계 작동 측면 작업 롤러 베어링 블록 스핀들 수리가 필요할 수 있습니다.
저희는 고객 여러분께 100% 만족을 드릴 수 있는 기술, 장비, 지식을 갖추고 있습니다.
당사 기술자들은 매우 풍부한 경험을 가지고 있으며 업계 최고 수준입니다.
우리가 어떻게 여러분의 가동 중지 시간을 줄이고 계속해서 업무를 수행할 수 있도록 도와드리는지 확인해 보세요.
시간은 돈입니다. 지금 전화하세요!



