




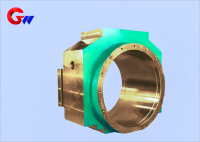
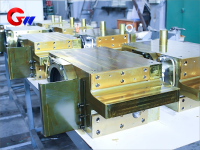
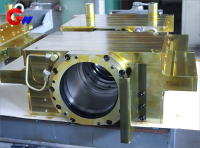
열간 압연기 기계 작동 측면 작업 롤러 압연기 블록 샤프트
저희 회사는 디엠지 DMF1800*600 5축 가공 센터, 수평 가공 센터, 수직 가공 센터, 갠트리 가공 센터 및 고정밀 3좌표 검사를 보유하고 있습니다.
워크 롤러 롤링 밀 샤프트 블록은 GW 정밀 핵심 제품 중 하나입니다.
- GW Precision
- 중국 뤄양
- 계약 조건
- 스틸 스풀의 연간 생산 용량은 4000개입니다.
- 정보
열간 압연기 기계 작동 측면 작업 롤러 압연기 샤프트 블록
(판재 및 스트립/형강의 열간 압연 생산 라인에 적합)
1、응용 프로그램 시나리오
1. 핵심 기능
롤러 위치 지정 및 힘 전달:
압연력(최대 30MN)과 굽힘력(± 1000kN)의 작용 하에서 작업롤의 안정성을 유지합니다.
강철의 순간적인 충격하중을 견뎌냅니다(충격계수 2.0~3.5)
열 관리:
400~800℃의 압연온도 환경에서 작업 시 순간 표면온도는 300~450℃에 도달할 수 있습니다.
주기적인 열 스트레스(쉬쉬10 5 사이클/년)에 저항해야 함
2. 밀 샤프트 블록의 일반적인 작업 조건
기계적 하중 : 헤르츠 접촉응력 1000~1500MPa, 비틀림 진동 하중 (임계속도는 작업속도의 1.5~2.5배를 피해야 함)
마모환경 : 산화철 스케일 연마입자(HV800-1100)+롤링 윤활제 고온탄화 증착
작업 롤러 압연기 샤프트 블록의 재료 선택 및 최적화
1. 기본 소재
재료 등급, 핵심 장점, 적용 가능한 시나리오
50CrMoV 고온강도(σ 0.2 ≥ 650MPa ~에 500℃) 광폭후판 압연기(롤바디>3m)
38CrNiMoV 고강도 스트립 강의 압연 중 저주기 피로 성능(Δ ε t=1%에서 엔에프 ≥ 5000회)
H13 내열균열 개선(열전도도 24W/m·K) 스테인리스 열간압연강
2. 핵심 강화기술
베어링 결합 표면:
레이저 담금질(경화층 깊이 2-3mm, HRC54-58)
플라즈마 분무 화장실-10Co4Cr (기공률<0.8%)
나사 연결부 : 붕소화 처리(Fe2B층 50-80 μm)
3. 혁신적인 소재 응용
기울기 기능 축:
코어: 25Cr2MoV(고인성)
표면 : 스텔라이트 21 (고온 마모에 강함)
열간 등방성 가압(잘 알고 있기)을 통한 확산 접합
3. 열처리 시스템
진공 담금질 : 1020℃ × 3h (질소냉각)
이중 템퍼링: 560℃×4h+520℃×6h(오일 냉각)
안정화 처리 : 심냉(-120℃×8h)+숙성(250℃×24h)
4. 표면 강화
복합 가공:
샷피닝(알멘 강도 0.4-0.45mmN)
이온성 황화(FeS층 1-2 μm)
레이저 텍스처링(사=3–5 μm)
*주요 프로세스:
베어링 위치의 일정 온도 연삭(냉각수 20 ± 1℃)
전이 필렛의 전기화학적 가공(R 각도 정확도 ± 0.05mm)*
일반적인 매개변수작업 롤러 압연기 샤프트 블록
매개변수 표시기 요구 사항
축 직경 허용 오차 φ 320 ± 0.008mm
고온 크리프율 ≤ 1 × 10 ⁻⁷%/h (500℃/200MPa)
진동 가속도 ≤ 4.5m/s² (ISO 10816-8)
이 샤프트의 열간 압연기 사용 수명은 2~3년(연간 압연 용량 150만~200만 톤 기준)이며, 경사 재료를 사용하면 5년까지 연장할 수 있습니다. 열 피로 파괴율은 60% 이상이며, 현재 연구 개발은 나노구조 열 차단 코팅에 집중되어 있습니다.



